以下是东莞 无缝钢管1不锈钢管有口皆碑的现场实拍视频,让您更好地了解产品的优点和特点不容错过。
以下是:东莞 无缝钢管1不锈钢管有口皆碑的图文介绍

我公司资金雄厚,货源充实,交通便利,主要经营(东莞) 本地 不锈钢管、。几年来通过全体员工的共同努力,兄弟单位的友好协作,能够准确把握信息和机遇,以较快的速度,不断积累,不断完善,企业规模得以更好的发展壮大,并以优质的产品 赢得了广大客户的信赖 本公司以卓越的产品,的服务,合理的价格服务于广大客户。


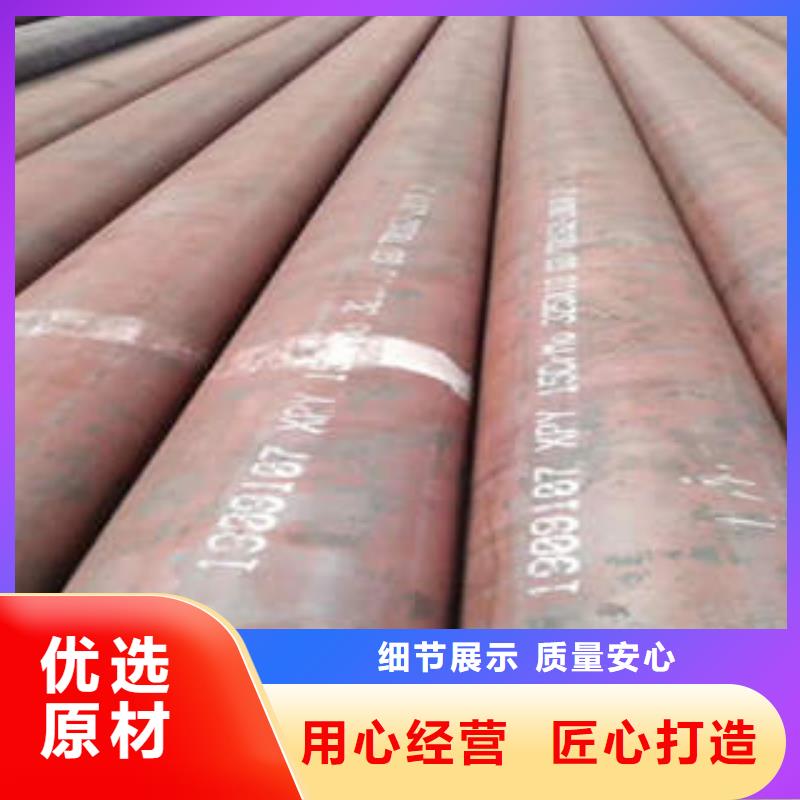
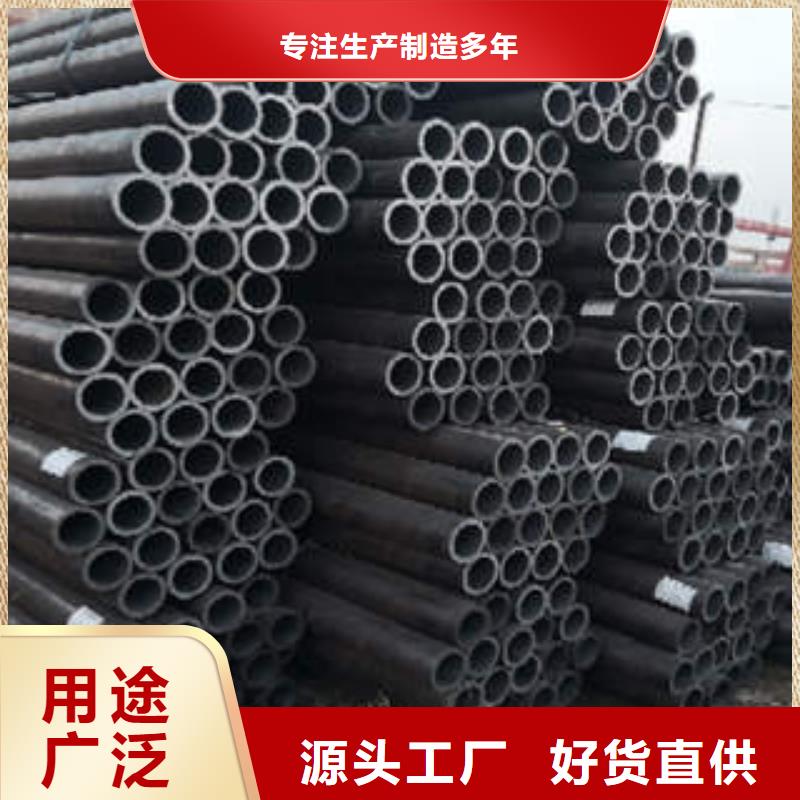
需要考虑的方面如下焊缝金属的使用性能要求,焊条的形状、刚性和焊缝位置,焊缝金属的抗裂性,操作工艺性,设备及施工条件,经济合理性。 大口径无缝钢管大型锻件的热处理大型锻件主要是由钢锭直接锻成的,因此在热处理时必须考虑冶炼、铸锭、锻造等过程对铸件内部质量的影响,只要影响因素是:化学成分不均匀于多种冶炼缺陷的存在;晶粒粗大且很不均匀;较多的气体与杂质物;较大的锻造应力和热处理应力。大型锻件锻造之后的热处理目的是防止白点和氢脆、改善锻件内部组织、消除锻造应力、降低硬度提高切削加工性能,使其获得良好的力学性能或为以后的热处理做好组织准备。 大口径无缝钢管的锻造就属于大型锻件的铸造。大口径无缝钢管与焊管的区别主要是成型工艺不同。普通钢管,比如自来水水管,一般是通过将平板材经折弯后焊接起来的,你可以在上面发现一条焊缝;直径较粗的一般是螺旋焊缝。而无缝钢管一般是将熔融状态的钢水通过环形狭缝积压出来后再经拉伸等处理工艺成型,这样就没有焊缝。在性能上,尤其是承压能力上较普通钢管有很大提高,所以经常被用于高压设备上使用。如液压设备的管路连接等。



碳钢管通常采用退火处理,而不锈钢则采用固溶处理。几何无缝化—内外毛刺技术通常一个完整的内毛刺系统由刀具、支持系统和调控系统三个部份组成,其技术关键在于刀具的形状和寿命。内毛刺的余高一般控制在0.2mm以内,甚至0.1mm以内。外毛刺技术较为简单,于管体外装外毛刺刮刀即可。物理无缝化—焊缝退火处理在高频焊接过程中,由于趋肤效应、临近效应和热传导的综合作用,造成了管坯边缘附近的温度分布梯度,形成了熔化区、部分熔化区、过热组织区、正火区、不完全正火区、回火区等特征区域。 其中过热区组织由于焊接的温度在1100℃以上,奥氏体晶粒急剧长大,冷却后晶粒粗大,在一定的化学成分和冷速条件下还会形成硬而脆的晶相。此外,由于温度梯度的存在也会产生焊接应力。其综合结果,焊缝区的综合机械性能比母材低。焊管物理无缝化就是通过焊缝热处理,达到应力、均化和细化组织、提高焊接热影响区综合机械性能的目的,而其根本目的是应力。直缝电阻焊钢管与流体输送用无缝钢管相比具有相当的技术优势,例如焊管壁厚较薄,尺寸精度较高,等等。


无缝管业内对焊管的认知,不尽相同。相对来说,东南沿海及长江中下游的无缝管企业较早接受,例如宝钢前几年就开始策划上高频直缝焊管ERW610mm机组、5m宽厚轧机和UOE大口径直缝埋弧焊管生产线;武钢集团拟开发2250mm宽带热连轧机及ERW610mm机组;大冶无缝钢管厂在研讨发展方向时决定避开焊管的优势,不上大口径无缝管生产线,生产发挥无缝管厚壁优势的产品;天津无缝钢管有限公司也在研究发展焊管产品、热带生产线的可行性。 在无缝管企业内部,营销部门比技术部门对焊管产品的认知要早;在技术部门内,一般技术人员与资深技术专家的感受也不尽相同。在行业外,石油系统比冶金系统认知焊管要早。技术本身在发展,但有的快、有的慢。板、带、棒、线材发展连铸连轧技术快,而无缝管材就慢,因而成本居高不下。国外焊管品种随着焊接技术的进步快速发展,从水煤气管发展到套管、锅炉管。我国在1987-1992年间,大庆、胜利和塔里木油田仅从日本新日铁就购买了规格为¢137–337mm,的油井用焊管16万吨。




 扫一扫
扫一扫